In today’s fast-moving logistics and manufacturing world, product safety during transit is not optional—it is essential. Businesses rely heavily on packaging systems that not only protect goods but also reduce cost, improve efficiency, and maintain brand reputation. Among the most trusted materials in this field is Polyethylene packaging, a versatile and high-performance protective solution designed for demanding applications.
From delicate electronics to industrial components, Polyethylene packaging solutions are helping companies deliver products safely, repeatedly, and cost-effectively across global supply chains.
Understanding Polyethylene Packaging and Its Core Structure
Polyethylene packaging is a type of cross-linked foam made from durable polyethylene polymer. It is widely recognized for its strength, flexibility, and excellent cushioning properties. Unlike basic packaging materials, this foam is engineered with a cellular structure that absorbs shocks and distributes impact evenly.
Each tiny cell inside the foam acts like a miniature shock absorber. When pressure or impact occurs during shipping or handling, these cells compress and recover, preventing direct force from reaching the product inside. This makes it ideal for fragile, high-value, or precision-engineered items.
One of the key strengths of Polyethylene packaging solutions is consistency. The foam does not easily degrade after repeated impacts, making it especially suitable for multi-trip packaging, factory transit, and reusable protective systems.
Why Polyethylene Packaging Stands Out in Modern Industry
Businesses across electronics, automotive, medical, and industrial sectors prefer polyethylene foam because it offers a combination of performance and reliability that many traditional materials cannot match.
1. Exceptional Shock Absorption
The foam structure is designed to reduce vibration and absorb heavy impact. This is especially important for products that go through long-distance shipping or multiple handling stages.
2. Long-Term Durability
Unlike cheaper alternatives such as polystyrene, Polyethylene packaging maintains its shape and performance even after repeated use. This makes it cost-effective for businesses that rely on reusable packaging systems.
3. Resistance to Environmental Factors
Another major advantage is resistance to moisture, chemicals, and temperature fluctuations. Sensitive goods such as electronic devices or medical equipment benefit greatly from this protective barrier.
4. Lightweight Yet Strong
Despite its durability, polyethylene foam remains lightweight, helping reduce shipping costs without compromising safety.
Polyethylene Packaging Solutions for Different Applications
Modern logistics requires flexibility, and that is where Polyethylene packaging solutions truly excel. They can be customized for different product types, industries, and shipping conditions.
Electronics and Technology
Devices such as smartphones, circuit boards, and computer components require stable cushioning and anti-static protection. Foam types like anti-static pink polyethylene help prevent electrostatic discharge damage.
Automotive Industry
Car parts, precision tools, and mechanical components often face heavy handling. Polyethylene foam ensures that edges, surfaces, and sensitive parts remain intact.
Medical and Healthcare Products
Sterile equipment and diagnostic tools must remain protected from contamination, moisture, and physical damage. Polyethylene foam acts as a clean and reliable protective layer.
Industrial and Manufacturing Goods
Heavy machinery parts and industrial tools benefit from strong, reusable foam inserts that prevent movement and reduce wear during transit.
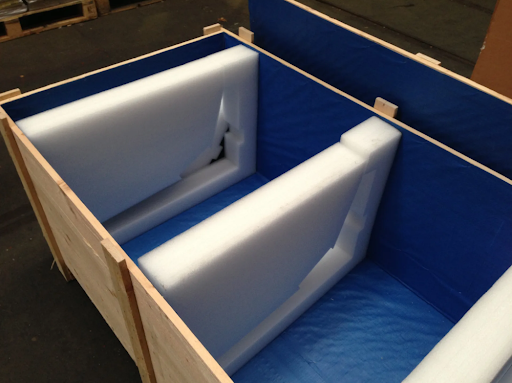
Custom Design and Engineering Advantage
One of the most valuable aspects of Polyethylene packaging solutions is customization. Instead of using standard packaging sizes, businesses can opt for bespoke designs tailored to their products.
Packaging specialists analyze product dimensions, weight, fragility, and transport conditions before designing a precise internal fitment. This ensures the product remains completely stable inside the box.
Companies like Advanced Protective Packaging specialize in developing engineered foam solutions using materials such as:
- Cross-linked polyethylene foams
- Nomafoam
- Plastazote
- Stratocell sheets
- Zotefoam and other advanced materials
These materials allow for precision cutting, shaping, and color coding, making packaging more organized and efficient, especially for tool kits or multi-part assemblies.
The Complete Packaging Service Advantage
Modern businesses prefer simplified supply chains, and polyethylene foam systems can be integrated into a full-service packaging solution.
A complete Polyethylene packaging service often includes:
- Corrugated cartons and boxes
- Internal foam fitments
- Protective tapes and sealing solutions
- Bubble wrap and void fill materials
- Custom packaging design and testing
By sourcing everything from a single supplier, companies reduce complexity, save time, and eliminate mismatched packaging components. This also ensures consistent quality across all shipments.
Performance Benefits That Drive ROI
Investing in high-quality Polyethylene packaging solutions is not just about protection—it directly impacts profitability.
Reduced Product Damage
Proper cushioning significantly reduces breakage and transit damage, which lowers return rates and replacement costs.
Lower Operational Costs
Reusable foam inserts reduce the need for frequent repurchasing of packaging materials.
Improved Customer Experience
Products arriving in perfect condition improve brand perception and increase customer satisfaction.
Efficient Logistics Handling
Lightweight foam reduces shipping weight while maintaining maximum protection.
When all these factors combine, businesses experience a clear return on investment through reduced losses and improved efficiency.
Polyethylene Packaging in the Supply Chain
The journey from factory to customer involves multiple risk points, including handling, storage, stacking, and transportation. Each stage introduces potential damage risks.
Polyethylene packaging solutions help eliminate these risks by stabilizing products and preventing movement inside cartons. Unlike loose-fill materials, foam inserts keep products locked in position, even under vibration or pressure.
This is particularly important in e-commerce and B2B shipping, where products often pass through multiple carriers and warehouses before reaching their destination.
Material Variations and Color Options
Polyethylene foam is available in different colors and grades to suit various applications:
- Black, white, and blue for general use
- Anti-static pink for electronics
- Specialized foams for precision engineering
Trade names such as Ethafoam, Stratocell, Jiffycell, and Nopaplank are commonly used in industrial applications. Each variant offers specific performance benefits depending on product requirements.
Sustainability and Modern Packaging Needs
Today’s businesses are also expected to consider environmental responsibility. Many Polyethylene packaging solutions now include recycled content and are designed for reuse.
Because polyethylene foam can be reused multiple times without losing performance, it helps reduce packaging waste significantly. This aligns with sustainability goals while still maintaining strong product protection.
Benefits of Polyethylene Packaging at a Glance
To summarize the key advantages:
- Excellent shock and vibration protection
- Long-lasting durability for multiple uses
- Resistance to moisture, chemicals, and temperature changes
- Lightweight structure for reduced shipping costs
- Fully customizable for any product shape
- Ideal for sensitive and high-value goods
- Supports eco-friendly reuse strategies
These benefits make Polyethylene packaging one of the most reliable choices for modern industries.
Conclusion: A Smarter Way to Protect Products
In a competitive global market, packaging is no longer just a protective layer—it is a critical part of product delivery, customer satisfaction, and brand reputation. Polyethylene packaging solutions offer a powerful combination of strength, flexibility, and precision engineering that meets the demands of today’s supply chains.
Whether used for electronics, automotive components, medical devices, or industrial goods, polyethylene foam ensures that products arrive safely, consistently, and professionally.